


Anycubic Kobra - це доступний 3D-принтер початкового рівня з багатьма корисними функціями. Anycubic має власний слайсер "Photon Workshop", але цей слайсер підходить тільки для смоляних 3D-принтерів, таких як Photon Mono X 6K . Найбільш популярним слайсером для Kobra, а також рекомендованим Anycubic є Cura.
Щоб отримати ідеальний профіль Cura для Anycubic Kobra, необхідно визначити параметри машини, встановити налаштування друку для відповідного матеріалу і, найголовніше, відкалібрувати їх.
Cura часто має дуже хороші стандартні профілі для більшості 3D-принтерів на ринку, але вони все одно повинні бути відкалібровані під конкретний пристрій та філамент. Крім того, ці профілі доступні лише через деякий час після випуску пристрою. Якщо ви шукаєте ідеальні налаштування Cura для Anycubic Kobra, ви знайдете їх в цій статті.
1 Як створити профіль для Anycubic Kobra у Cura
1.1 Налаштування PLA загалом
1.2 Налаштування ABS загалом
1.3 Налаштування TPU загалом
2 Найкращі налаштування Cura для Anycubic Kobra
2.1 Температура друку
2.2 Температура друкарського шару
2.3 Швидкість друку
2.4 Висота шару
2.5 Потік
2.6 Втягування
2.7 Заповнення
2.8 Перший шар
3 Як відкалібрувати Anycubic Kobra
3.1 Як відкалібрувати температуру друку
3.2 Як відкалібрувати потік філаменту
3.3 Як відкалібрувати втягування
4 Anycubic Kobra ідеально підходить для новачків
5 Висновок
Як створити профіль для Anycubic Kobra у Cura
Створити профіль для нового 3D-принтера у Cura нескладно. Вам просто потрібно звернути увагу на параметри машини та налаштувати параметри друку відповідно до використовуваного матеріалу.
Спочатку давайте розглянемо параметри машини, а потім окремі матеріали та їх налаштування друку.
Щоб створити новий профіль для Anycubic Kobra, виконайте такі дії:
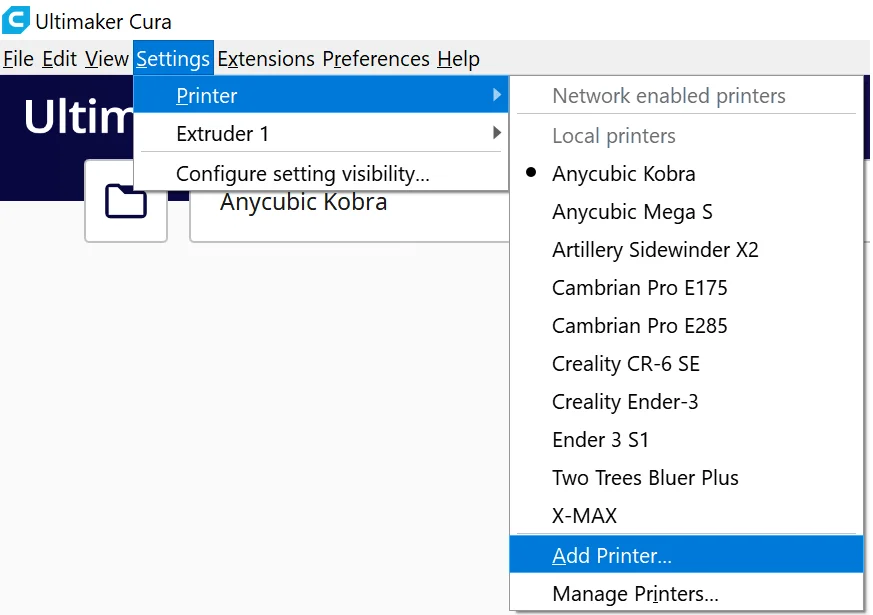
У верхній частині інтерфейсу Cura натисніть "Параметри", потім "Принтер" та "Додати принтер...".
Після цього з'явиться спливаюче меню, в якому можна додати нові принтери. Виберіть "Додати принтер".
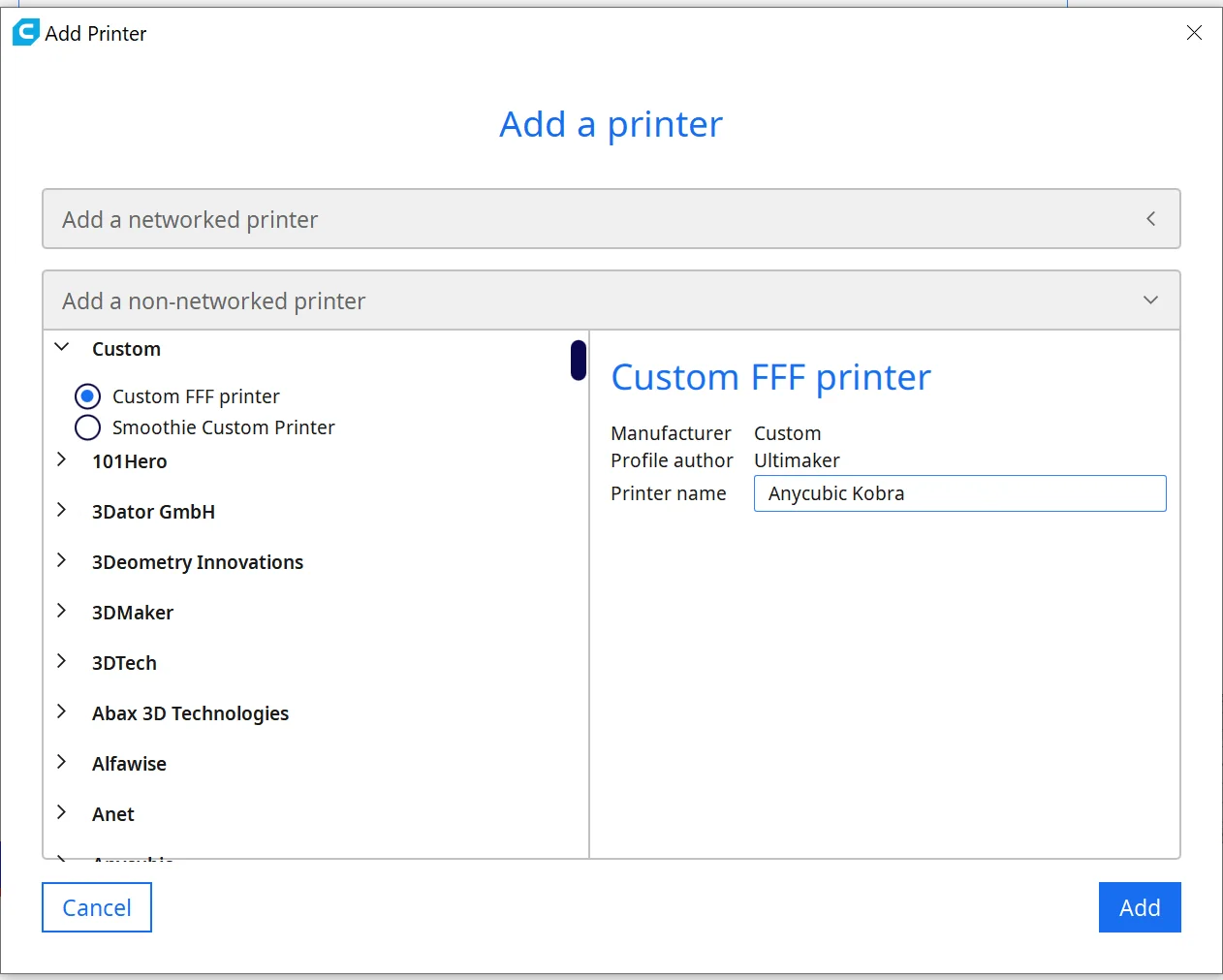
Прокрутіть вниз, відкрийте меню "Custom" та виберіть "Custom FFF printer".
Назвіть новий 3D-принтер Anycubic Kobra у меню праворуч.
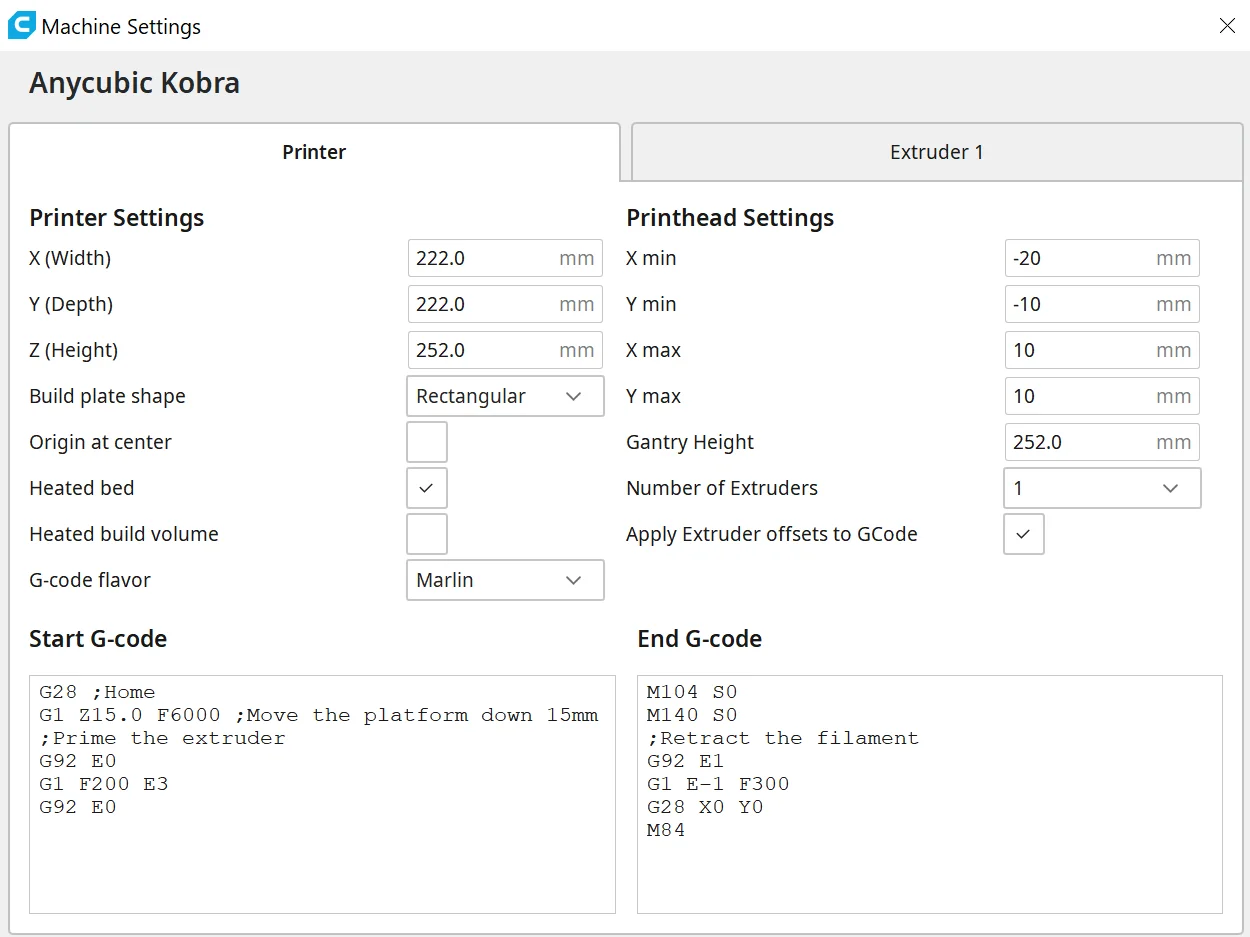
Після цього відкриються налаштування машини для новоствореного 3D-принтера. Введіть у них такі значення:
Установки принтера:
X (Ширина) = 222 мм
Y (Глибина) = 222 мм
Z (Висота) = 252 мм
Форма друкарської форми = Прямокутна
Початок у центрі = Ні
Підігрівається станина = Так
Об'єм зборки, що підігрівається = Ні
G-code flavor = Marlin
Налаштування друкувальної головки:
X min = -20 мм
Y min = -10 мм
X max = 10 мм
Y max = 252 мм
Кількість екструдерів = 1
Застосувати усунення екструдерів до GCode = Так
Початковий G-код = Залишити значення за замовчуванням
Кінцевий G-код = Залишити значення за замовчуванням
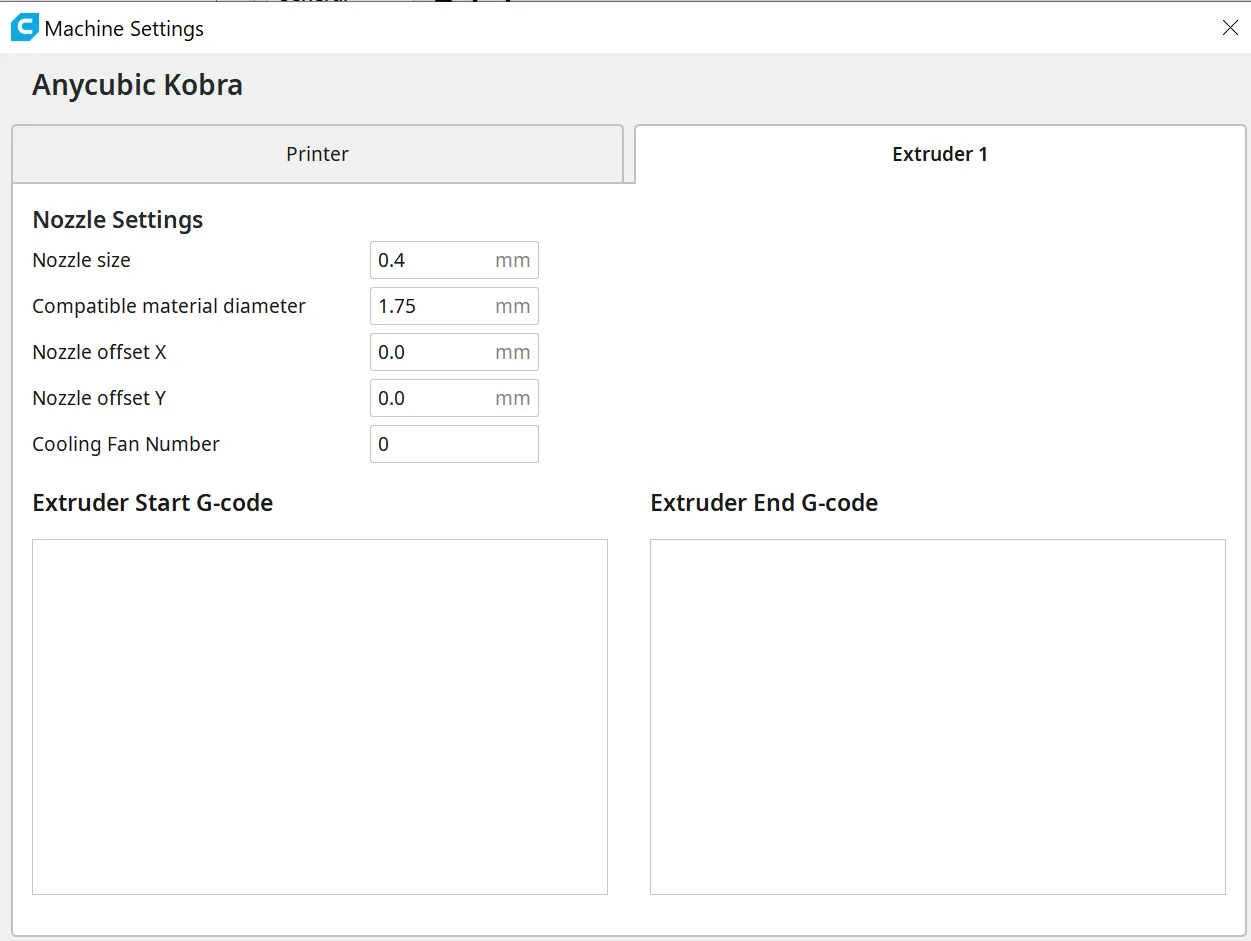
Налаштування сопла:
Розмір сопла = 0,4 мм
Діаметр сумісного матеріалу = 1,75 мм
Зміщення сопла X = 0,0 мм
Зміщення сопла Y = 0,0 мм
Кількість вентиляторів охолодження = 0
G-код початку екструдера = Залишити значення за замовчуванням
G-код кінця екструдера = Залишити значення за замовчуванням
Потім закрийте усі меню.
Потім Cura автоматично створює кілька профілів для широкого діапазону точності. Точність варіюється від 0,06 мм до 0,6 мм. Однак ці профілі ще не підібрані до окремих ниток та принтера та дають неоптимальні результати.
Для отримання ідеальних результатів необхідно налаштувати та відкалібрувати параметри друку відповідно до використовуваного філаменту. У наступних рядках я покажу вам найкращі налаштування для PLA , ABS та TPU.
Параметри PLA
PLA - один із найпростіших у використанні матеріалів для 3D-друку. Він може бути оброблений на будь-якому FDM 3D принтері та прощає багато помилок.
Нижче наведено налаштування PLA за замовчуванням для Anycubic Kobra. Однак я раджу вам завжди калібрувати налаштування. Докладніше про це пізніше.
Це найкращі налаштування для PLA на Anycubic Kobra :
Температура друку: 200 °C
Температура шару: 60 °C
Швидкість друку: 50 мм/с
Витягування: 6 мм при 40 мм/с
Перший шар: 0% охолодження, 100% ширини екструзії, 100% висоти шару
Установки ABS
ABS набагато більш вимогливий, ніж PLA. Вам потрібні не тільки вищі температури, важлива також постійна температура навколишнього середовища, щоб нитка не деформувалася під час охолодження.
Для підтримки однорідної температури довкілля найкраще підходить для Anycubic Kobra. У цій статті ви знайдете детальний тест. Якщо у вас виникли проблеми з прилипанням шару, Magigoo може допомогти.
Ось найкращі налаштування для ABS з Anycubic Kobra :
Температура друку: 230 °C
Температура шару друку: 80 °C
Швидкість друку: 50 мм/с
Витягування: 6 мм при 40 мм/с
Перший шар: 0% охолодження, 140% ширини екструзії, 100% висоти шару
Параметри ТПУ
Завдяки екструдеру з прямим приводом Anycubic Kobra може добре обробляти TPU. Однак через гнучкість нитки дуже важливі параметри друку, щоб нитка не сплутувалася. Ще важливіше відкалібрувати ці налаштування, оскільки кожна нитка TPU може поводитися трохи по-різному в залежності від виробника.
Ось оптимальні налаштування для друку TPU за допомогою Anycubic Kobra :
Температура друку: 230 °C
Температура шару: 60 °C
Швидкість друку: 50 мм/с
Витягування: 8 мм при 60 мм/с
Перший шар: 0% охолодження, 140% ширини екструзії, 100% висоти шару
Найкращі налаштування Cura для Anycubic Kobra
У цій частині статті ви докладно дізнаєтеся, що роблять окремі налаштування та які налаштування найкраще підходять для різних ниток. Потім ми розглянемо калібрування найважливіших налаштувань, щоб ви могли оптимізувати наведені тут значення за промовчанням для своєї системи.
Температура друку
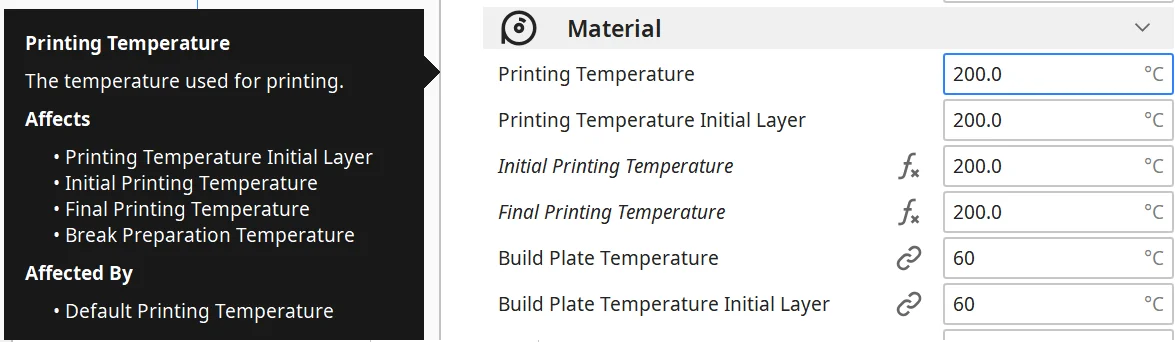
Температура друку в основному залежить від того, який філамент ви використовуєте. Неправильна температура друку може спричинити багато найбільш поширених помилок. До них відносяться пере- та недоекструзія, нанизування та інші проблеми екструзії, такі як утворення плям або крапель.
Термостати різних моделей 3D-принтерів іноді сильно відрізняються своєю ефективністю. Наприклад, ідеальна температура для філаменту може відрізнятись на кілька градусів для Anycubic Kobra, ніж для Ender 3 S1.
Для PLA оптимальною температурою Anycubic Kobra виявилася 200 °C. Залежно від виробника нитки ідеальна температура може бути між 190 і 200 °C. Про те, як знайти ідеальну температуру, ви можете дізнатись у розділі калібрування цієї статті нижче. Інакше слід розпочати з 200 °C і оптимізувати з кроком 5 °C.
Для ABS і TPU потрібні більш високі температури - від 220 до 250 °C. Для мене ідеальною температурою для обох матеріалів виявилося 230 °C.
Найкращі температури для друку Anycubic Kobra у Cura:
PLA: 190-200 °C
ABS: 220-250 °C
TPU: 220-250 °C
Температура друкованого столу
Поверхня друкаря Anycubic Kobra дуже хороша і забезпечує дуже хорошу адгезію друкаря для більшості філаментів. Однак, щоб скористатися цією перевагою, необхідно встановити правильну температуру шару. Занадто низька температура друкованого шару може призвести до поганої адгезії друкованого шару, а надто висока температура може призвести до інших дефектів друку, таких як короблення або слонова нога.
Філамент PLA не потребує підігріву друкованого шару. Однак ви отримаєте найкращі результати, якщо встановите температуру шару друкаря близько 60 °C. Якщо у вас є проблеми з поганою адгезією друкарської форми, ви також можете трохи збільшити температуру друкованої форми або використовувати допоміжні засоби, такі як Magigoo, або допоміжний друк, наприклад Raft або Brim.
Для ABS потрібна дещо вища температура друкованого шару. Для Anycubic Kobra найкращим вибором буде 90-100 °C. Завжди пам'ятайте, що ABS сильно стискається при охолодженні і навіть може утворювати тріщини. Тому температура навколишнього середовища має бути якомога одноріднішою і перевищувати звичайну кімнатну температуру. Підходящий корпус для Anycubic Kobra можна знайти тут.
Я тестував тільки один тип TPU на Anycubic Kobra, але Anycubic також рекомендує 60 ° C - ту ж температуру, за якої я отримав дуже хороші результати. Однак не варто підніматися набагато вище за цю температуру, а краще шукати оптимальну температуру в діапазоні між 50 і 60 °C.
Оптимальні температури друкарського шару для Anycubic Kobra у Cura:
PLA: 55-60 °C
ABS: 90-100 °C
ТПУ: 50-60 °C
Швидкість друку
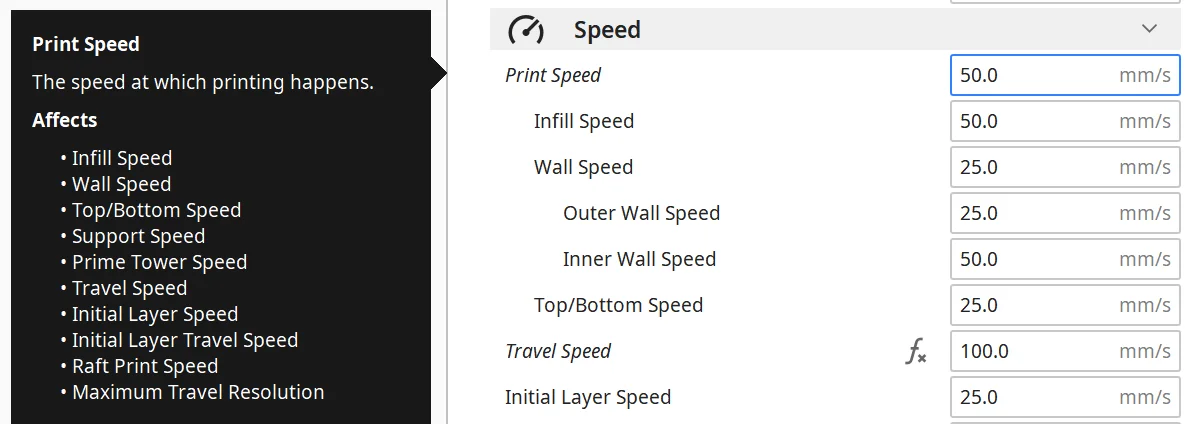
Легкий екструдер Anycubic Kobra з прямим приводом дозволяє досягати високих швидкостей друку без ризику вібрації. Хоча швидкості друку, що використовуються на практиці, набагато нижчі від теоретично можливих, вони призначені в основному для грубих прототипів, а не для тонкої деталізації.
Anycubic Kobra забезпечує швидкість друку від 40 до 60 мм/сек для більшості філаментів. Особливо для PLA та ABS це перевірені стандартні значення.
Для TPU слід оптимізувати швидкість друку в тісному зв'язку з налаштуваннями втягування, оскільки гнучкість нитки впливає на те, де знаходиться ідеальна швидкість друку та втягування.
Якщо ви хочете наблизитися до оптимальної швидкості друку, доцільно використовувати грубі кроки 5 мм/с, а потім менші кроки 2 мм/с.
Кращі швидкості друку для Anycubic Kobra у Cura:
PLA: 50 мм/с
ABS: 50 мм/с
ТПУ: 50 мм/с
Висота шару
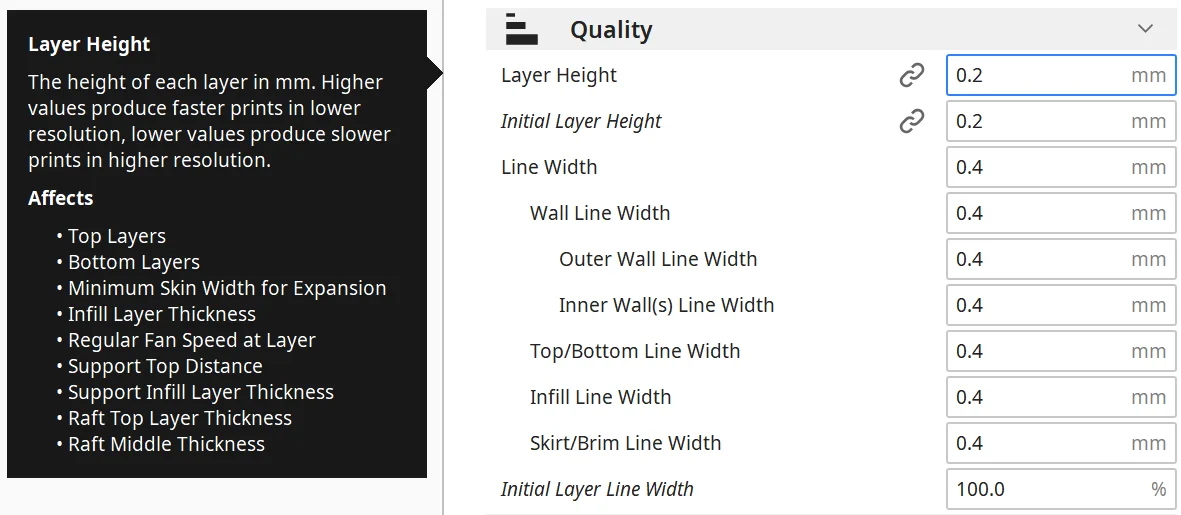
У 3D-друку висота шару - це міра точності, наскільки гладкою стає поверхня об'єкта і скільки деталей залишається видимим. Чим менша висота шару, тим точніше друк. Однак при малій висоті шару значно збільшується час друку.
Після створення Anycubic Kobra як новий принтер, Cura за замовчуванням створить такі профілі:
Екстратонка 0,06 мм
Тонкий 0,1 мм
Звичайний 0,15 мм
Чорновий 0,2 мм
Надшвидка 0,3 мм
Груба 0,4 мм
Дуже грубий 0,6 мм
Товщина шару залежить від того, для якої мети ви використовуєте об'єкт. Якщо він переважно декоративний, то, звичайно, слід вибрати більш тонкий шар. Для грубих прототипів або деталей, що мають тільки механічне призначення і не потребують красивого вигляду, можна збільшити висоту шару на користь більш швидкого часу друку.
Оптимальна висота шару для Anycubic Kobra в Cura:
Декоративні об'єкти: 0,08 та 0,12 мм
Стандартні: 0,16 та 0,20 мм
Грубі, швидкі відбитки: 0,24 та 0,28 мм
Потік
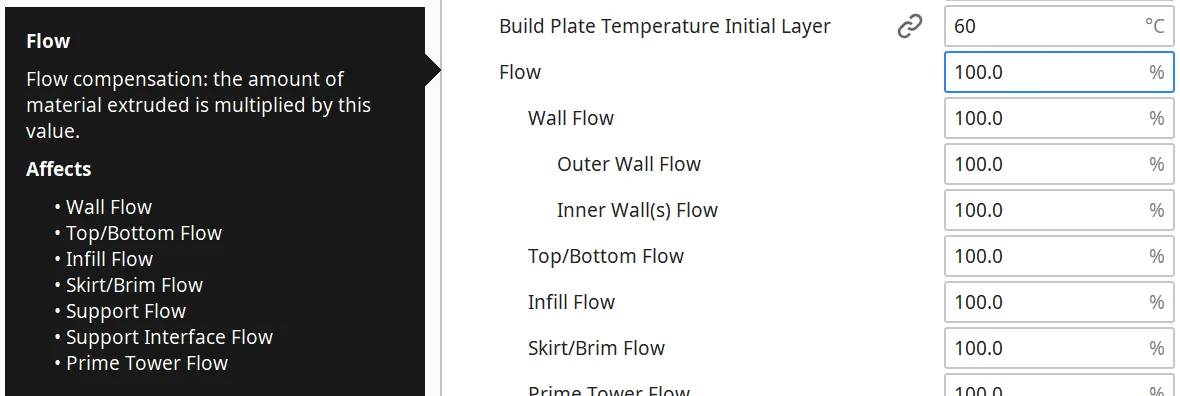
За допомогою витрати можна регулювати кількість нитки, що видавлюється за секунду. Якщо ви встановите значення більше 100%, видавлюватиметься більше нитки, якщо ви встановите менші значення, видавлюватиметься менша кількість нитки.
Швидкість потоку 3D-принтера збільшується на задане значення. Це дозволяє вирішити багато проблем екструзії.
Як правило, початкове значення 100% є правильним у більшості випадків. Однак іноді екструдеру потрібно калібрування, і значення потрібно встановити вище або нижче. Найкращий спосіб калібрування цього значення описаний далі у цій статті.
Найкраща швидкість потоку для Anycubic Kobra у Cura:
Значення за замовчуванням: 100%
Для надмірної екструзії: від 90% до 99
Для недостатньої екструзії: від 101 до 110%.
Втягування
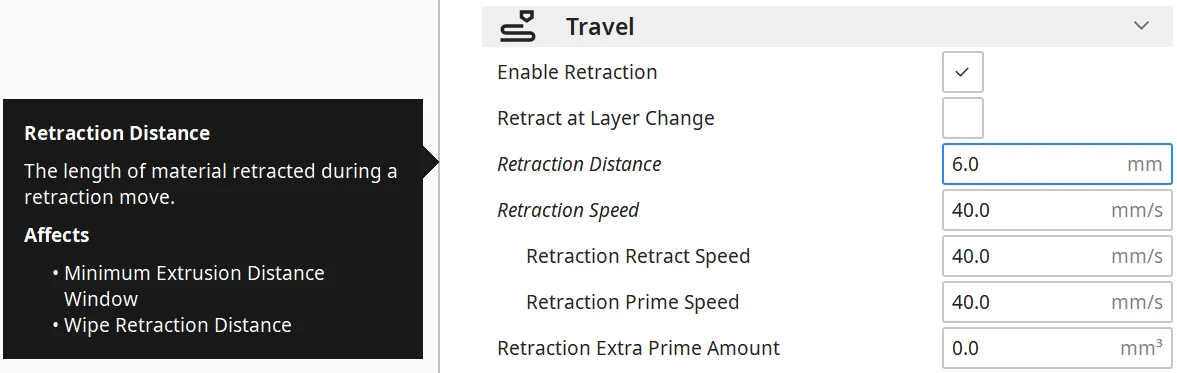
Найбільш поширені дефекти друку включають утворення ниток (стрінги) і, у крайніх випадках, утворення великих плям та прищів. Деякі філаменти схильні до утворення ниток, ніж інші. У будь-якому випадку ці проблеми можна взяти під контроль за допомогою правильних налаштувань втягування.
Якщо в отворі сопла є надлишок матеріалу, коли воно рухається над об'єктом, не вичавлюючи нитку, між початком і кінцем руху утворюються тонкі волоски нитки. Подача нитки запобігає цьому, втягуючи нитку назад у сопло з певною швидкістю та на певну відстань.
Однак, щоб це спрацювало, налаштування повинні бути адаптовані до відповідного 3D-принтера та філаменту, що використовується. Існують великі відмінності між різними типами ниток та 3D-принтерами. Навіть 3D-принтери однієї моделі від одного виробника трохи відрізняються одна від одної.
Тому наведені тут значення є приблизними орієнтирами, щоб дати хорошу відправну точку для оптимізації. Як це зробити, описано далі у цій статті.
Найкращі налаштування втягування для Anycubic Kobra в Cura:
PLA: 6 мм при 40 мм/с
ABS: 6 мм при 40 мм/с
ТПУ: 8 мм при 60 мм/с
Наповнення
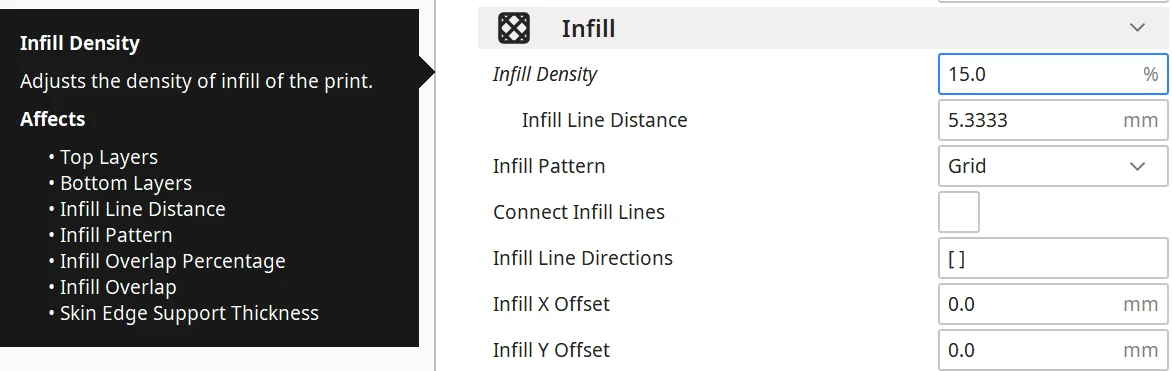
Незважаючи на те, що наповнювач є важливим параметром у налаштуваннях друку, він не залежить від використовуваного 3D-принтера. Візерунок і щільність наповнювача визначають стабільність об'єкта. Залежно від призначення надрукованого об'єкта після друку тут слід вибрати правильний малюнок і щільність.
Висока стабільність (для стабільних об'єктів):
Cubic
Кубічний підрозділ
Октет
Гіроїд
Середня стабільність (для стандартних об'єктів):
Сітка
Трикутники
Тригексагональний
Низька стабільність (для декоративних об'єктів):
Лінії
Зигзаг
Блискавка
Крім малюнка наповнювача, щільність також визначає, наскільки стабільним буде об'єкт зрештою. Щільність 0% означає, що об'єкт стає порожнім, щільність 100% призводить до створення цільного об'єкта. Для більшості об'єктів ідеальною є густина від 15 до 25%.
Найкраща щільність заповнення для Anycubic Kobra у Cura:
Декоративні об'єкти: 0-15%
Стандартні об'єкти: 15-50%
Міцні об'єкти: 50-100%
Перший шар

Налаштування для першого шару друку дуже впливають на якість адгезії друкованого шару. Незважаючи на те, що адгезія друкаря Anycubic Kobra дуже хороша, неправильні налаштування першого шару можуть зіпсувати друк.
За більшої товщини першого шару можна збільшити адгезію друкованого шару. У більшості випадків стандартної товщини шару достатньо для досягнення добрих результатів. Однак якщо у вас виникли проблеми з товщиною шару, спробуйте трохи збільшити товщину шару, перш ніж вдаватися до інших засобів.
Чим товщі перший шар, тим повільніше він остигає. Це дає гарячому філаменту більше часу зчеплення з поверхнею друкованого шару. Те саме стосується і ширини лінії. Якщо ви збільшуєте ширину лінії, ви також покращуєте зчеплення із друкованим шаром.
Час, необхідний для остигання нитки, можна збільшити й іншими налаштуваннями. Ви можете збільшити температуру друку, зменшити швидкість друку або збільшити температуру друкованого шару.
Найкращі налаштування для першого шару для Anycubic Kobra в Cura:
Товщина шару: 100-200% від нормальної товщини шару (вищі значення у разі поганої адгезії друкованого шару)
Ширина лінії: 100-200% від нормальної ширини лінії (вищі значення у разі поганої адгезії друкованого шару)
Температура друку: Така сама, як і на іншому об'єкті, або на 5-10 °C вище для кращої адгезії друкованого шару.
Швидкість друку: 50% нормальної швидкості друку
Потік: 100-110% (вищі значення у разі поганої адгезії друкарського шару)
Як відкалібрувати Anycubic Kobra
Налаштування, які Ви вже бачили у цій статті, є дуже гарними рекомендаціями для Anycubic Kobra. Однак вам слід відкалібрувати найважливіші налаштування - температуру друку, швидкість потоку та втягування для кожної нитки. Навіть найменші відхилення можуть зіпсувати результат.
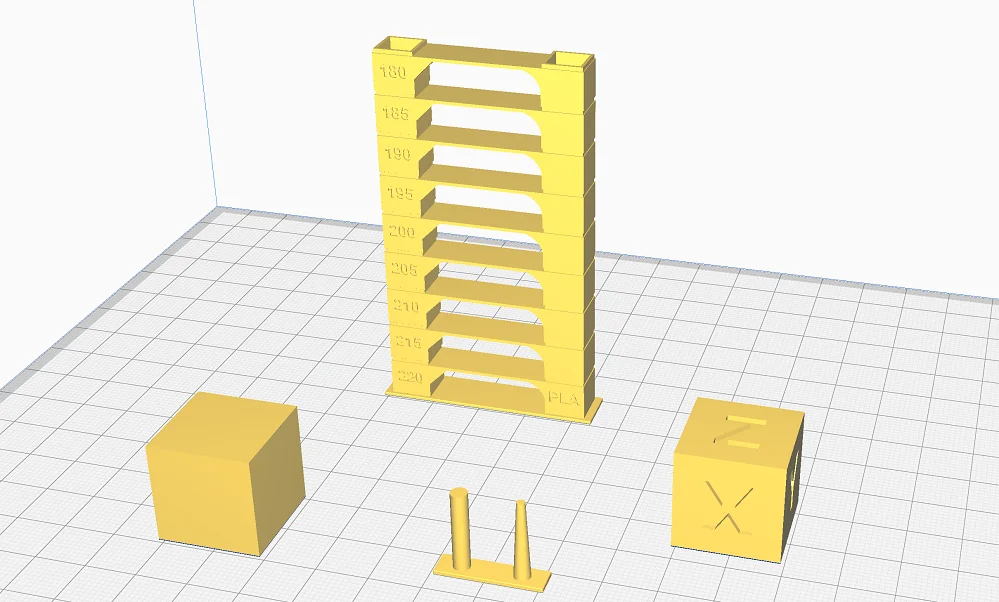
Для калібрування вам знадобляться потрібні об'єкти. На таких порталах, як Thingiverse, можна знайти відповідні об'єкти для більшості помилок друку, які можна швидко надрукувати. Вони провокують відповідну помилку, щоб ви могли швидко знайти правильне налаштування.
Але в Cura також є зручний плагін "Calibration Shapes". Якщо ви встановили цей плагін, ви можете завантажувати і друкувати відповідні об'єкти калібрування для різних налаштувань через інтерфейс користувача.
Як відкалібрувати температуру друку
Для калібрування температури друку найкраще використовувати так звану температурну башту. Ця вежа складається з кількох рівнів, кожному з яких використовується своя температура друку. Поверхи спроектовані таким чином, що провокують такі помилки як натягування струн. Таким чином, ви можете швидко побачити, яка температура є ідеальною.
Вежа складається з такої кількості поверхів, що можна протестувати весь температурний діапазон нитки. Потім можна легко визначити правильну температуру за відсутності помилок друку на відповідному поверсі.
Якщо це занадто складно для вас, оскільки вам також потрібен скрипт для зміни температури (може бути налаштований в Cura через інтерфейс користувача), ви також можете використовувати калібрувальний об'єкт для втягування. Просто надрукуйте його кілька разів та змінюйте температуру невеликими кроками по 5 °C щоразу. Таким чином, ви не виявите всі помилки друку, які можуть бути викликані неправильною температурою, але ви все одно швидко знайдете правильну температуру при порівнянні окремих об'єктів один з одним.
Як відкалібрувати подачу філаменту
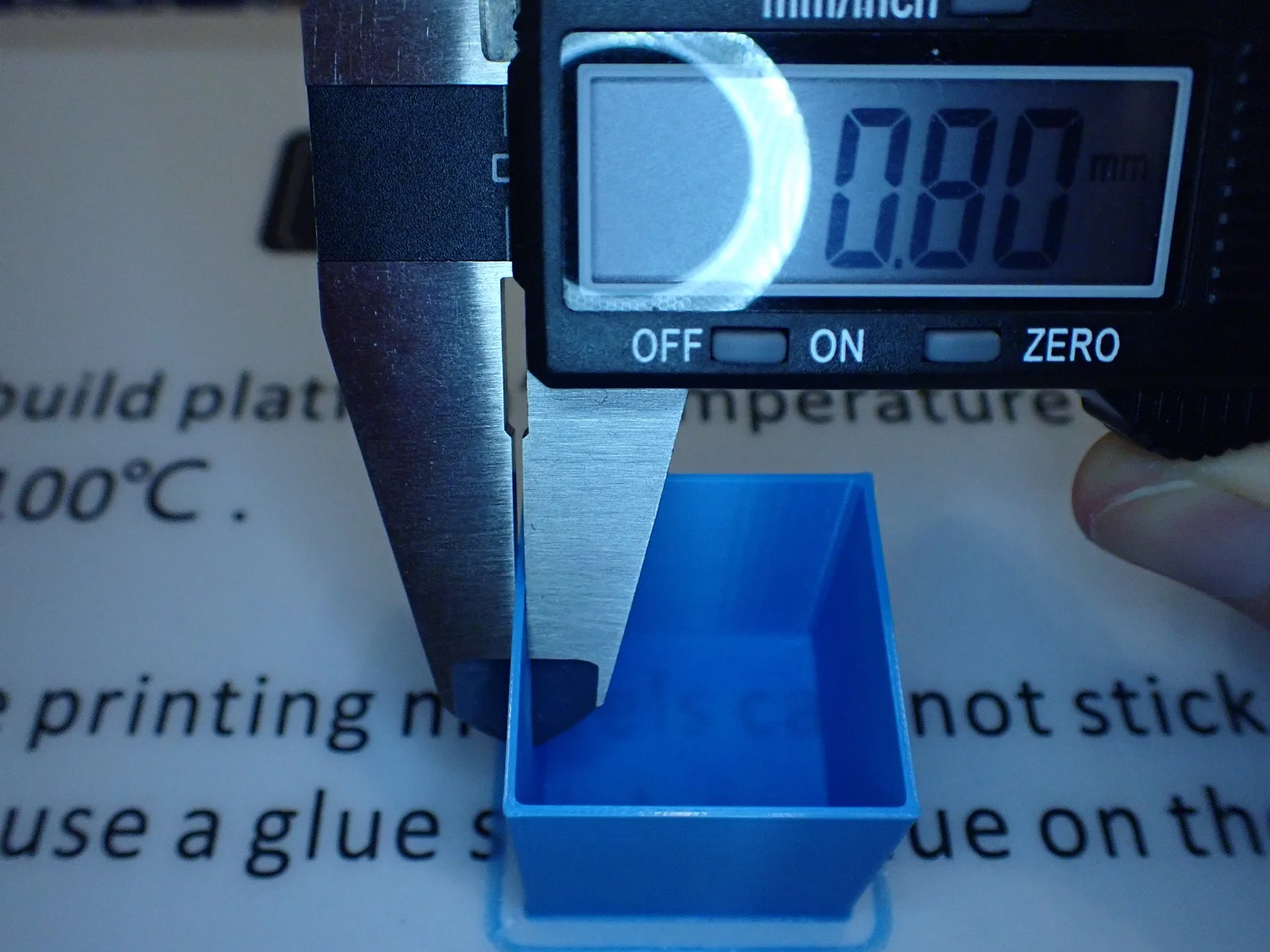
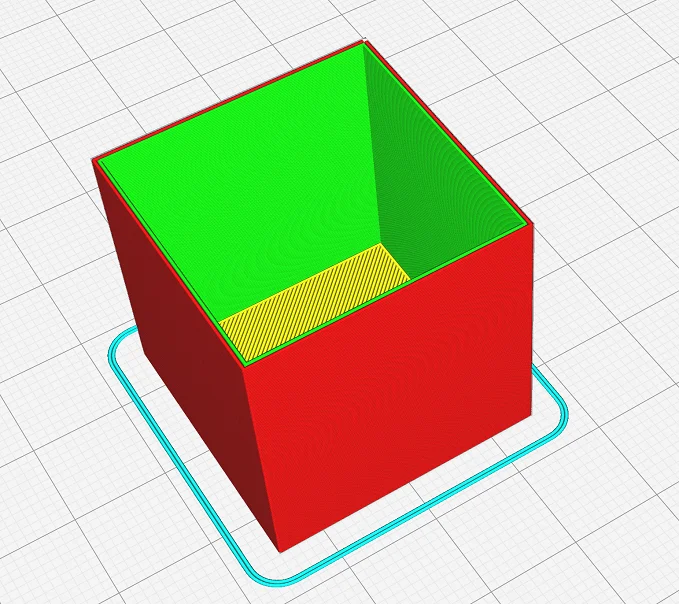
Для калібрування швидкості потоку використовуються такі самі калібрувальні об'єкти для Anycubic Kobra, як і для інших 3D-принтерів. Кращий об'єкт для калібрування швидкості потоку – порожній куб.
Встановіть друк із двома стінками, з 0% заповнення і без верхніх шарів. Таким чином, ви зможете виміряти товщину стін відразу після завершення друку.
За допомогою штангенциркуля можна легко виміряти товщину стінок, щоб розрахувати відхилення швидкості потоку. Якщо товщина стінки дуже велика, витрата потрібно відповідно зменшити, якщо товщина стіни дуже маленька, витрата потрібно збільшити.
Як відкалібрувати втягування
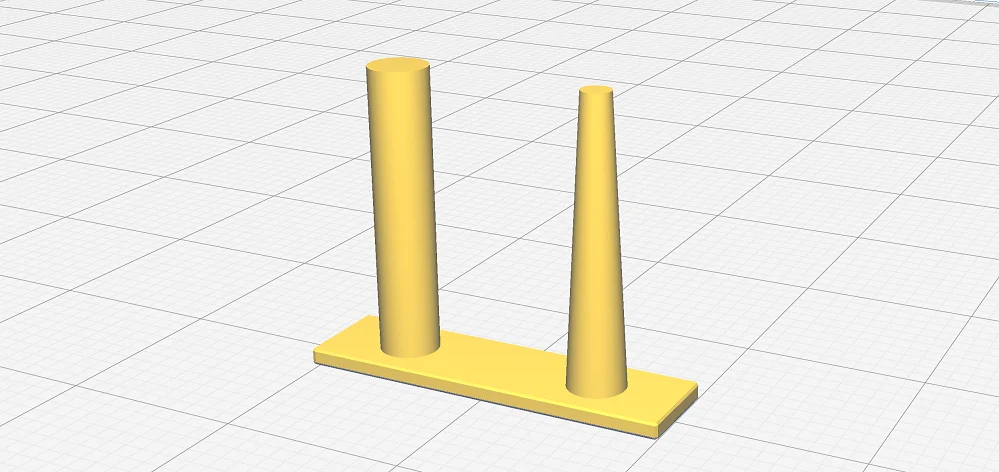
Настройки втягування дуже впливають на якість друку. Занадто велика або занадто маленька відстань втягування або неточна швидкість втягування можуть призвести до серйозних рядків та інших помилок друку.
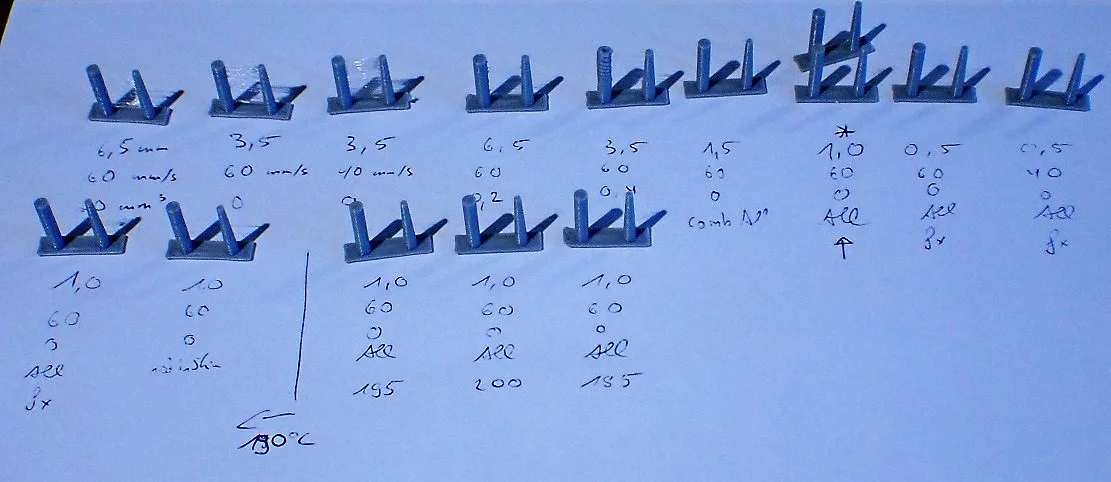
На щастя, калібрувати ці два параметри втягування досить просто. Мені найбільше подобається калібрувальний об'єкт із плагіна Calibration Shapes у Cura. Він настільки малий, що ви можете роздрукувати його протягом кількох хвилин, і він добре показує, чи правильні налаштування чи їх ще потрібно оптимізувати.
Почніть з орієнтовних значень цієї статті і наближуйтеся до оптимальних значень невеликими кроками. Відстань втягування слід регулювати з кроком 0,1 мм, а швидкість втягування – з кроком 5 мм/с. Пам'ятайте, що один раз слід змінювати лише одне значення, щоб знати, який параметр викликав зміни.
Anycubic Kobra ідеально підходить для новачків
Якщо ви хочете дізнатися про правильні налаштування перед покупкою Anycubic Kobra за допомогою цієї статті, то ви один з небагатьох, хто робить це!
Однак, якщо всі ці значення та калібрування вас відлякали, не варто уникати ні 3D-друку в цілому, ні Anycubic Kobra. Цей 3D-принтер не тільки доступний за ціною, а й ідеально підходить для початківців. Він працює дуже точно, має безліч корисних функцій і прощає багато помилок у роботі. Завдяки цьому досить легко знайти правильні налаштування, якщо стандартні значення, наведені в цій статті, ще не ідеальні.
Висновок
З налаштуваннями Cura для Anycubic Kobra з цієї статті у вас мають бути дуже хороші початкові значення для перших пробних відбитків.
Можливо, наведені рекомендації вже ідеально підходять для вашого принтера та використовуваного матеріалу, але в будь-якому випадку я б порадив вам відкалібрувати найважливіші параметри. Калібрування вимагає зовсім небагато часу і спрощується завдяки існуючим об'єктам калібрування. Таким чином, неважко довести результат друку до досконалості без особливих зусиль.