




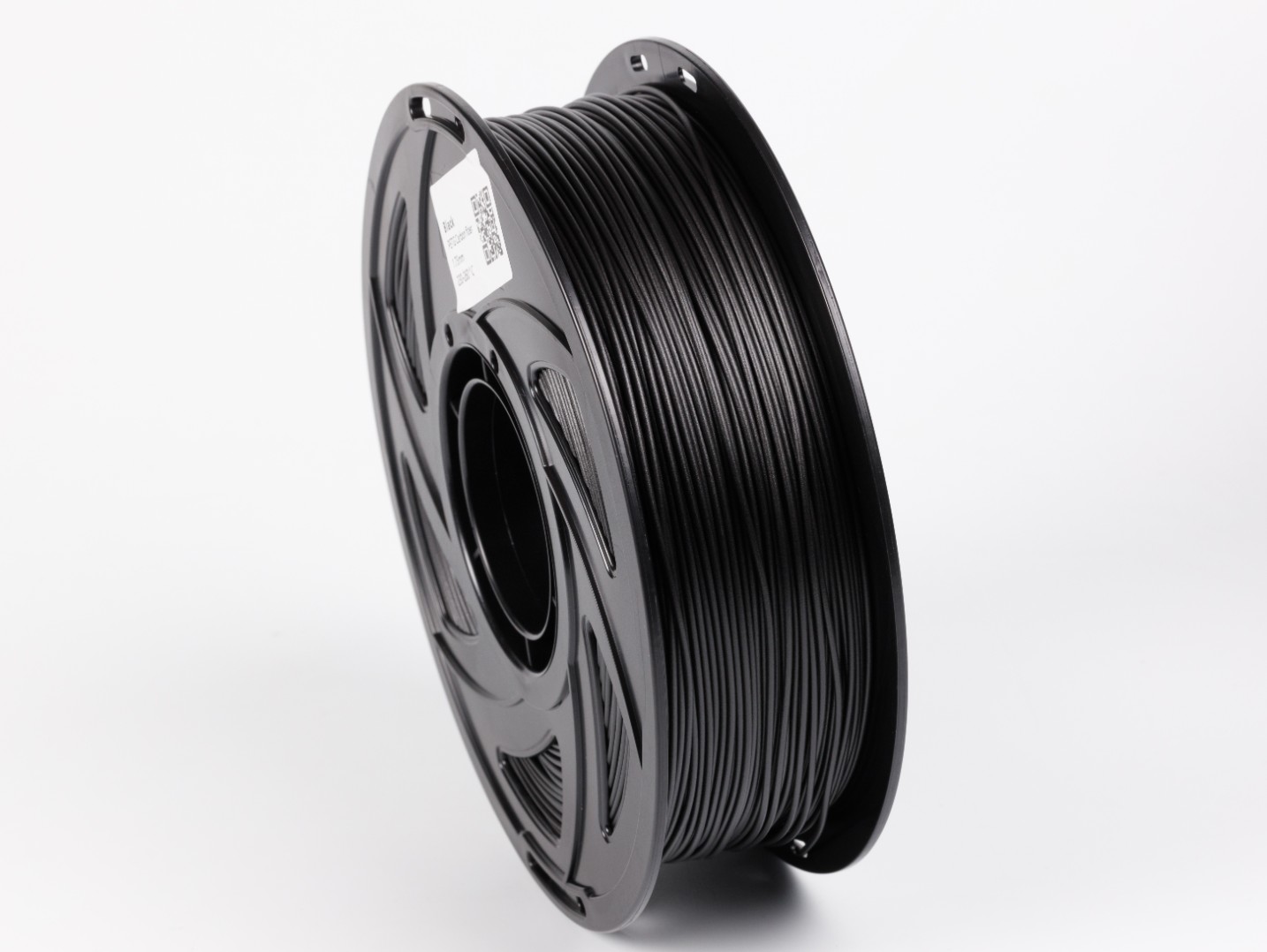



Чорний PETG з карбоновим волокном філамент ALL3DP 1 кг
SKU: PETG CF
Чорний PETG з карбоновим волокном філамент ALL3DP — інженерний матеріал для FDM/FFF 3D-друку на основі PETG з додаванням карбонового волокна. Вміст карбонового волокна становить приблизно 30%, тому філамент підходить для жорстких, міцних і стабільних деталей з матовою технічною поверхнею.
⚫ Колір: чорний з карбоновим волокном
Чорний PETG з карбоновим волокном має глибокий технічний відтінок і матовий зовнішній вигляд. Наповнювач зменшує глянець PETG та робить поверхню моделі більш стриманою, професійною й інженерною.
- ⚫ Глибокий чорний технічний колір
- 🧬 Приблизно 30% карбонового волокна
- 🛠️ Матова поверхня з інженерним ефектом
- ⚙️ Гарний вибір для функціональних деталей і прототипів
- 📐 Підвищена жорсткість і стабільність форми
✅ Переваги PETG з карбоновим волокном
- 💪 Підвищена жорсткість порівняно зі звичайним PETG
- 📐 Хороша розмірна стабільність під час друку
- 🌡️ Вища термостійкість порівняно з PLA
- 💧 Стійкість готових моделей до вологи
- 🧵 Стабільна подача філаменту 1.75 мм за правильних налаштувань
- 🖤 Матова чорна поверхня без зайвого глянцю
- 🧰 Підходить для технічних, інженерних і функціональних задач
📋 Технічні характеристики
| Матеріал | PETG з карбоновим волокном |
|---|---|
| Наповнювач | Карбонове волокно, приблизно 30% |
| Колір | Чорний |
| SKU | PETG CF |
| Вага нетто | 1 кг |
| Діаметр нитки | 1.75 мм |
| Тип поверхні | Матова / технічна |
| Сумісність | FDM/FFF 3D-принтери з філаментом 1.75 мм |
| Рекомендоване сопло | Загартована сталь або інше зносостійке сопло, 0.4 мм або 0.6 мм |
⚙️ Рекомендовані параметри друку
| Температура сопла | 240 - 260 ℃ |
|---|---|
| Температура столу | 70 - 90 ℃ |
| Швидкість друку | 30 - 60 мм/с |
| Охолодження | 10 - 40% |
| Сопло | Обов’язково використовувати зносостійке сопло |
| Ретракт | Налаштувати під тип екструдера для зменшення утворення ниток |
| Поверхня друку | PEI, текстурована платформа або поверхня з адгезивом |
🔧 Сумісність з 3D-принтерами
- ✅ Підходить для FDM/FFF 3D-принтерів з філаментом 1.75 мм
- ⚙️ Рекомендовано direct drive або добре налаштований bowden-екструдер
- 🧵 Сумісний із системами подачі філаменту 1.75 мм за коректного заправлення
- 🔧 Для систем автоматичної подачі враховуйте абразивність карбонового волокна та стан тракту подачі
- ⚠️ Не рекомендується друкувати через звичайне латунне сопло через швидкий знос
🧰 Для яких задач підходить
- 🛠️ Кронштейни, тримачі, адаптери та кріплення
- 🚗 Автоаксесуари та технічні прототипи
- 🤖 Деталі для робототехніки, дронів та електроніки
- 📦 Корпуси, кришки, панелі та функціональні елементи
- ⚙️ Інженерні моделі, де важливі жорсткість і стабільність форми
- 🧩 Деталі для майстерні, оснащення, шаблонів і виробничих задач
💡 Рекомендації з друку
- 🔧 Використовуйте загартоване сопло: карбонове волокно абразивне та швидко зношує латунь.
- 📦 Перед друком бажано висушити філамент для стабільної подачі та чистої поверхні.
- 🧼 Очистіть платформу перед друком для надійної адгезії.
- ⚙️ Для великих деталей використовуйте помірну швидкість і стабільну температуру.
- 🧵 Після друку зберігайте котушку в герметичному пакеті із силікагелем.
❓ FAQ
Вміст карбонового волокна становить приблизно 30%. Це підвищує жорсткість матеріалу та надає моделі характерну матову технічну поверхню. Не рекомендується. Карбонове волокно є абразивним наповнювачем, тому краще використовувати сопло із загартованої сталі або інше зносостійке сопло. Так, матеріал добре підходить для функціональних деталей, корпусів, кронштейнів, адаптерів і прототипів, де потрібна підвищена жорсткість і стабільність форми. Так, бажано. Сухий філамент друкується стабільніше, утворює менше ниток і допомагає отримати чистішу поверхню моделі.Скільки карбонового волокна в цьому PETG?
Чи можна друкувати цим філаментом через звичайне латунне сопло?
Чи підходить PETG з карбоновим волокном для функціональних деталей?
Чи потрібно сушити філамент перед друком?